
















- Главная
- Блог
- Справочник
- ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ РЕДУКТОРОВ
ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ РЕДУКТОРОВ
Содержание:
- Методика расчета консольных нагрузок на выходной вал
- Методика расчета консольных нагрузок на входной вал
1. Методика расчета консольных нагрузок на выходной вал
Радиальная нагрузка
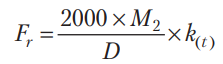
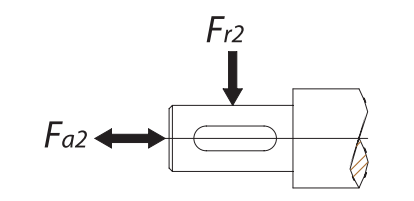
Для правильного выбора редуктора действующая радиальная нагрузка на выходном валу редуктора Fr не должна превышать максимально допустимого значения, указанного в таблице выбора Fr2 (см. стр. 124). Действующая радиальная нагрузка рассчитывается по формуле:
Методика выбора габарита редуктора серии MRD, исходя из радиальной нагрузки на выходной вал:
- Определяем место приложения радиальной нагрузки, расстояние Х (см. рис.)
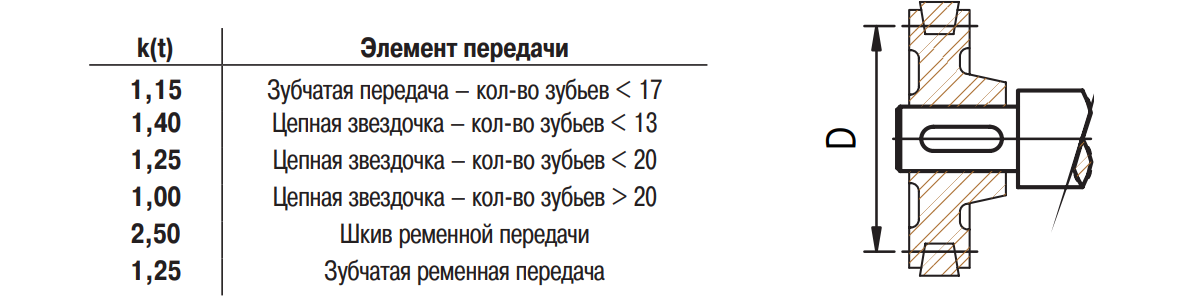
- Выбираем из таблицы, в соответствии с нужным габаритом, коэффициенты a, b, c.
- Определяем максимально допустимую радиальную нагрузку, действующую на подшипники, при чем полученное значение должно быть больше действующей радиальной нагрузки (*):

- Определяем максимально допустимую радиальную нагрузку, действующую на выходной вал, при чем полученное значение должно быть больше действующей радиальной нагрузки (**):
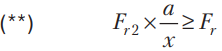

Редуктор считается выбранным правильно, если выполнены оба условия (*) и (**).
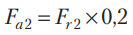
Осевая нагрузка
Осевая нагрузка рассчитывается по ниже приведенной формуле:
2. Методика расчета консольных нагрузок на входной вал
Методика расчета консольных нагрузок на входной вал аналогична методике расчета консольных нагрузок на выходной вал.
Читайте также
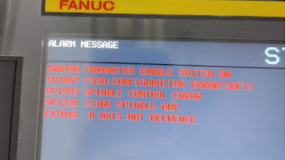
Как расшифровать код ошибки на стойке Фанук и быстро устранить неисправность станка с ЧПУ. Полный справочник по ошибкам FANUC: SV0401, SV0368, SV0436, SV0410, DS0300, SP1220, SP9031, SW0100 и другие.
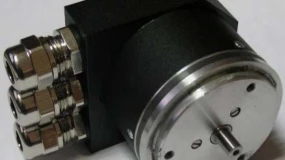
Руководство описывает технические параметры абсолютного углового датчика с CAN интерфейсом, производимого в СКБ ИС, а также программирование, установку параметров работы и подключение датчика.

Для точных измерений параметров промышленного оборудования применяют преобразователи датчиков давления – устройства, которые отображают измеряемую величину в цифровом виде. Благодаря им оборудование на предприятии работает более стабильно и безопасно.